欢迎您访问jinnianhui.com网站!
全国咨询热线:
0536-3390628



 产品展示
产品展示 压铆件
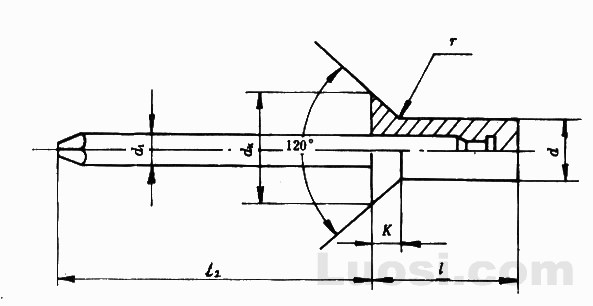
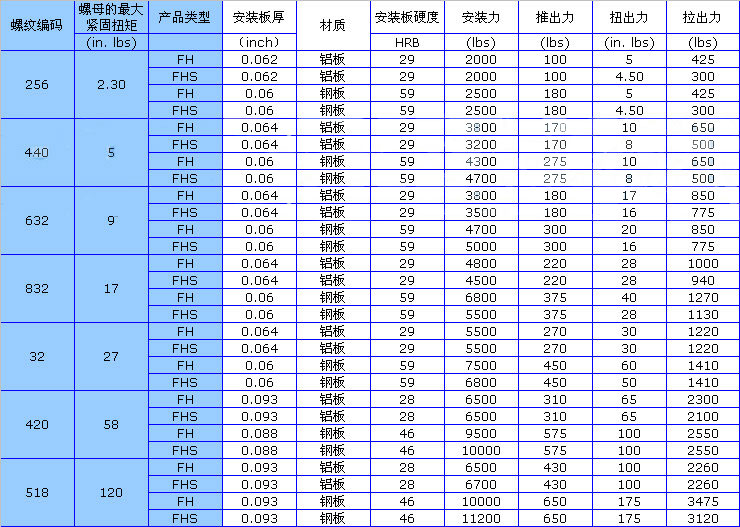
压铆件



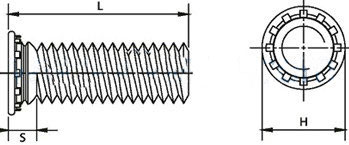
| 螺纹X螺距 | 型号TYPE | 螺纹代号 | 长度码 LENG-CODE "L" ±0.4 |
最小 板厚 |
板孔径 |
连接零件 的最大孔 |
H | S |
最小 边距 |
||||||||||
| 碳钢 | 不锈钢 | ||||||||||||||||||
| THREAD SIZE | 10B21 | SUS304 | CODE | (LENGTH CODE IN MILLIMEATRS) | MAX-HOLE | ||||||||||||||
| +0.08 | ±0.4 | MAX | |||||||||||||||||
| M2.5x 0.45 | FH | FHS | M2.5 | 6 | 8 | 10 | 12 | 15 | 18 | - | - | - | - | 1 | 2.5 | 3.1 | 4.1 | 1.95 | 5.4 |
| M3x0.5 | FH | FHS | M3 | 6 | 8 | 10 | 12 | 15 | 18 | 20 | 25 | - | - | 1 | 3 | 3.6 | 4.6 | 2.1 | 5.6 |
| M3.5x0.6 | FH | FHS | M3.5 | 6 | 8 | 10 | 12 | 15 | 18 | 20 | 25 | 30 | - | 1 | 3.5 | 4.1 | 5.3 | 2.25 | 6.4 |
| M4x0.7 | FH | FHS | M4 | 6 | 8 | 10 | 12 | 15 | 18 | 20 | 25 | 30 | 35 | 1 | 4 | 4.6 | 5.9 | 2.4 | 7.2 |
| M5x0.8 | FH | FHS | M5 | - | 8 | 10 | 12 | 15 | 18 | 20 | 25 | 30 | 35 | 1 | 5 | 5.6 | 6.5 | 2.7 | 7.2 |
| M6x 1 | FH | FHS | M6 | - | - | 10 | 12 | 15 | 18 | 20 | 25 | 30 | 35 | 1.6 | 6 | 6.6 | 8.2 | 3 | 7.9 |
| M8x 1.25 | FH | FHS | M8 | - | - | - | 12 | 15 | 18 | 20 | 25 | 30 | 35 | 2.4 | 8 | 8.6 | 9.6 | 3.7 | 9.6 |
| M10x 1.5 | FH | FHS | M10 | - | - | - | 12 | 15 | 18 | 20 | 25 | 30 | 35 | 2.4 | 10 | 10.6 | 12.7 | 3.7 | 10.6 |
 注:以下长度码仅为代号,实际长度为"L/16"英寸
注:以下长度码仅为代号,实际长度为"L/16"英寸| 螺纹尺寸 | 型号TYPE | 螺纹代号 | 长度码 LENG CODE "L" ±0.15 |
最小 板厚 |
板孔径 |
连接零件 的最大孔 |
H | S |
最小 边距 |
||||||||||
|
THREAD SIZE |
碳钢 | 不锈钢 | |||||||||||||||||
| 10B21 | SUS304 | CODE | (LENGTH CODE IN 16THS OF AN INCH) | ||||||||||||||||
| +.003 | ±.015 | MAX | |||||||||||||||||
|
.086-56 (#2-56) |
FH | FHS | 256 | 4 | 5 | 6 | 8 | 10 | 12 | .040 | .085 | .105 | .144 | .075 | .187 | ||||
|
.112-40 (#4-40) |
FH | FHS | 440 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | NA | .040 | .111 | .135 | .176 | .085 | .219 |
|
.138-32 (#6-32) |
FH | FHS | 632 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | .040 | .137 | .160 | .206 | .090 | .250 |
|
.164-32 (#8-32) |
FH | FHS | 832 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | .040 | .163 | .185 | .237 | .090 | .281 |
|
.190-24 (#10-24) |
FH | FHS | 024 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | .040 | .189 | .210 | .256 | .100 | .281 | |
|
.190-32 (#10-32) |
FH | FHS | 032 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | .040 | .189 | .210 | .256 | .100 | .281 | |
|
.250-20 (1/4-20) |
FH | FHS | 0420 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | .062 | .249 | .270 | .337 | .135 | .312 | ||
|
.313-18 (5/16-18) |
FH | FHS | 0518 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | .093 | .311 | .333 | .376 | .160 | .375 | |||
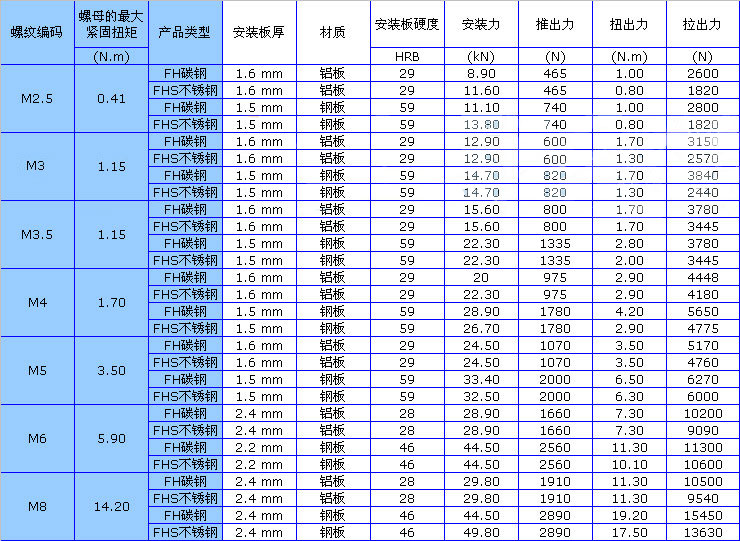
| 压铆螺钉类型 | 材质 | 热处理 | 硬度 | 表面电镀 |
| FH | 10B21 | 调质 | HRC31-35 | 默认蓝白锌48H |
| FHS | SUS304 | 无 | 本色 | |
| FH4 | SUS410 | 真空淬火 | HV450-520 | 本色 |




 0536-3390628
0536-3390628